This is the part of projects like this that I like the least, modifying parts that I actually paid for. Though I pretend to know what I'm doing, I'm pretty much making it up as I go along and I'm never certain anything is actually going to work. With the printed stuff it doesn't really matter, cut, grind, file, and if I do it wrong I can just reprint it and I'm not really out much except time. But now I'm to the part where if I screw something up I actually have to buy another one(and pay shipping, and wait a week).
I'm using a side charging 7.62x39 upper receiver and BCG unit from Bear Creek. It's inexpensive, and to my untrained eye looks to be decent quality. The problem is that the bolt carrier is too long since I don't have a buffer tube for it to slide into. Fortunately, the tail of an AR bolt carrier doesn't really do much to stabilize the bolt, all the tight clearance sliders where it contacts the upper receiver are on the front section. So out comes the cutoff wheel. A few whacks and some cleanup with a flap wheel, and our bolt carrier is a much more convenient size.

While it was all apart, I did some work on the firing pin too. Google says that 7.62x39 doesn't always fire reliably in AR platforms, especially the harder primer Russian steel cased stuff that I use. One fix is a heavier hammer spring, but that can negatively affect trigger pull. The other fix is to use an "enhanced" firing pin. What's the difference between the standard and enhanced firing pin? The stop shoulder is .010" shorter on the enhanced pin so that the firing pin protrudes just a little but further. If you don't have any size reference, .010" is about three sheets of paper thick. That little bit can make all the difference in the world on X39 ARs. Enhanced firing pins are cheap, but why spend $10 when I don't have to? The left side of the line is what we need to take off:
You don't even need any special tools to do this. You'd think a firing pin would be too hard to file, but they aren't. Just chuck it in a drill and have at it with a file. It's a 5 minute process.
While I had the grinder out, I cut off the trigger bit of the front trigger. It doesn't need to be cut all the way off, just far enough so that it doesn't hit the inside of the receiver.
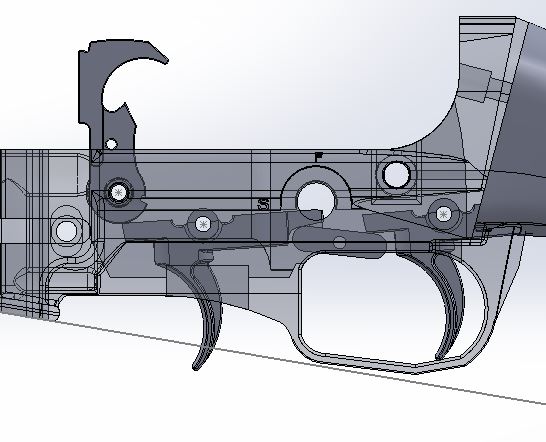
Once I've verified that everything works and have uploaded my files, if you want make one yourself here's where the tail of the trigger is cut. The angle isn't super critical and I just used some scribed lines to cut it:
At the request of a guy I know, here's what the Bear Creek side charging upper looks like and a few details. The charging handle is .740" from the front of the bolt carrier, and it uses an ordinary 10-32 socket head screw going through the handle it's self. I don't know if Bear Creek actually makes these uppers or not, I've seen what looks like the exact same one unbranded from several retailers. I went with Bear Creek because I was ordering a barrel from them anyway and it saved on shipping.